
Inom formtillverkning är "hög precision" ett av de begrepp som folk slänger runt på, men på verkstadsgolvet kan det betyda väldigt olika saker. Från mina år som jag jobbade medkopplingsformaroch optiska delar, hög precision är inte bara en siffra på en ritning – det handlar om hur en form beter sig under upprepade körningar och hur mycket justering den kräver under provpassning.
Jag minns ett projekt där en standardinlaga såg bra ut på papper. De första bilderna var okej, men vid den tredje omgången orsakade små snedställningar blixt längs kanterna. Vi bytte in en precisionsinsats och plötsligt försvann problemet. Det var då det verkligen klickade för mig: det handlar inte om perfektion på papper, det handlar om stabilitet i produktionen.
För en detaljerad jämförelse, sePrecisionsskär vs standardskär
.
Tolerans missförstås ofta. Vissa ingenjörer tror att tightare alltid är lika med bättre, men i verkligheten måste toleranserna matcha applikationen.
Till exempel provade vi en gång ±0,002 mm på en icke-kritisk positioneringsfunktion. Bearbetningskostnaden sköt i höjden och delen presterade inte märkbart bättre. Å andra sidan behöver kritiska referensytor ±0,005 mm eller tätare. Skillnaden är konsekvensen, inte bara antalet.
Vi tycker om att se det som passande pusselbitar. Om kanterna är för lösa förskjuts formen. För tätt, och du kämpar under monteringen. Hur som helst, det kostar tid och kan orsaka stress som förkortar verktygets livslängd. Att få rätt toleranser – där det faktiskt spelar någon roll – är tricket.
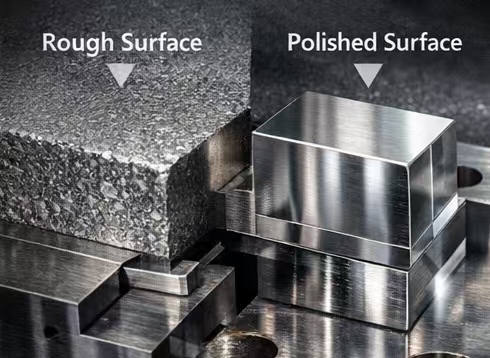
Ytfinish är ofta underskattad. En polerad yta ser inte bara snygg ut; det påverkar hur skär glider på plats, hur belastningen sprids och hur slitage uppstår över tiden.
I praktiken fokuserar vi på funktionella ytor: tätningsytor, kontaktytor och synliga produktytor. Inre områden som inte rör plasten eller andra insatser behöver inte extrem polering. Jag har sett fall där en spegelfinish gjordes överallt, men det förbättrade inte prestandan – det ökade bara kostnaden och ledtiden.
SePrecisionsskär vs standardskär
för verkliga exempel på hur ytfinish påverkar mögelbeteendet.
Repeterbarhet är det som skiljer ett riktigt precisionsskär från ett standardskär. Det räcker inte att en insats passar en gång; den måste återgå till samma position efter demontering, rengöring eller byte av delar.
Kontaktformar ochoptiska komponenterär särskilt känsliga. En förskjutning på 0,01 mm i inriktningen kan leda till defekta produkter eller ökad blixt. Min erfarenhet är att kontrollera repeterbarheten innan man bestämmer sig för en design sparar timmar i provjusteringar.
Ibland markerar vi även referenskanter och gör flera monterings- och demonteringscykler i verkstaden för att verifiera detta. Det är tråkigt, men kostnaden för att hoppa över det är högre i produktionen.
För mer om kopplingsformar, sePrecisionsformkomponenter för kopplingsformar
.
Ritningar är målet, men bearbetning gör det verkligt. CNC-maskinstabilitet, skärparametrar, verktygsslitage och termiska effekter spelar alla en roll. Även en perfekt designad insats kan förstöras om processen inte är kontrollerad.
Inspektion är en annan kritisk punkt. Att kontrollera dimensioner först i slutet av produktionen missar ofta drift under bearbetningen. Vi mäter kritiska dimensioner i flera steg för att fånga upp problem tidigt.
Hög precisionsbearbetninghandlar inte bara om snygga maskiner – det handlar om en repeterbar, kontrollerad process. Vi har funnit att processkonsistens ofta är viktigare än absoluta toleranser.
Inte varje form drar nytta av extrem precision. Att använda skär med hög precision för enkla plasthöljen är överdrivet. Det ökar kostnaden och ledtiden utan att förbättra produktionsstabiliteten.
Precisionsinsatser är nödvändiga när:
Dimensionsnoggrannhet påverkar direkt produktkvaliteten
Flera komponenter måste passa ihop perfekt
Formen kommer att köras i hundratusentals cykler
I enklare formar fungerar standardskär med rimliga toleranser ofta bra. Att välja rätt precisionsnivå baserat på applikation, material och produktionsvolym är det smartare tillvägagångssättet.
Högprecisionsforminsatserdefinieras inte av ett enda nummer eller ytfinish. De är resultatet av toleranskontroll, ytkvalitet, passform, repeterbarhet och bearbetningsprocess som arbetar tillsammans.
Ur mitt perspektiv är målet inte att jaga de minsta toleranserna. Det handlar om att uppnå konsekvent, förutsägbar och stabil prestanda där det verkligen är viktigt – att minska provjusteringar, undvika defekter och hålla formarna igång smidigt.
För ytterligare vägledning, kollaHögprecisionsbearbetning och precisionsformkomponenter för att se hur dessa principer gäller i olika formar.













